
1. Co wyróżnia łożyska wieńcowe spośród wszystkich łożysk?
2. Nazewnictwo
3. Jak się produkuje łożyska wieńcowe
4. Dlaczego okres produkcji jest taki długi?
5. Jakie są wytyczne przy doborze łożysk wieńcowych
6. Jakie parametry maszyny wpływają na trwałość łożyska
7. Maksymalne luzy w łożyskach wieńcowych
Podczas pracy łożysk w skutek zużywania się bieżni dochodzi do powiększania się luzu. Dlatego należy okresowo przeprowadzać kontrolę jego wartości. Poniżej zamieszczona graniczne wartości luzu wg. Rothe Erde po przekroczeniu którego może dojść do zniszczenia łożyska.
Dwurzędowe łożyska kulkowe: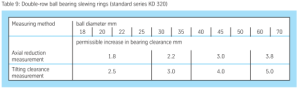
Jednorzędowe łożyska kulkowe: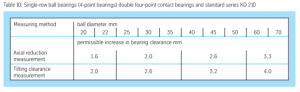
8. Jaką ilość smaru należy dostarczyć do łożyska podczas okresowej jego kontroli
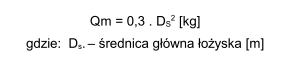
Podczas okresowej kontroli zgodnie z harmonogramem przeglądów należy uzupełnić w łożysku smar.
Wartość jaką należy dostarczyć zależna jest od średnicy łożyska i wynosi:
9. Okresowa kontrola łożyska
10. Wpływ luzu na nośność łożyska
11. Momenty dokręcania śrub
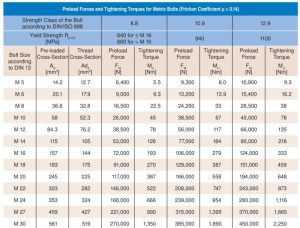
Łożyska wieńcowe połączone są z konstrukcjami wsporczymy za pomocą śrub. Poniżej podajemy wartości momentów dokręcań w zależności od wytrzymałości zastosowanych śrub oraz przy założeniu współczynnika tarcia µ = 0,14
12. Jakie smary należy stosować do smarowania bieżni i zębów
